
发布时间:2012-10-17浏览次数:2053作者:xmj
溢流型球磨机的维护与检修流程:
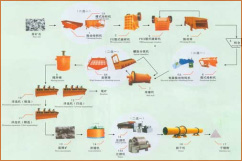
球磨机是物料被破碎之后,在进行粉碎的关键设备,是选矿设备中比较重要的组成部分,在破碎作业中占较重要的地位。主要用于粉磨各种矿石及其他物料,被广泛应用在选矿、建材、化工等行业。
一、维护规程:
1、磨机的操作维护人员应熟悉掌握设备的结构性能及各部件的名称、规格及作用。
2、操作人员应按定项目、定人员、定时间、定措施,的 “四定”原则,以润滑图所标注的各部要求润滑,不得使用未经处理的废油,保持润滑点清洁。
3、运转中要注意检查各部轴承温度不超过60℃、检查各部螺栓有无松动,有无异常声响,给矿给水是否均匀,筒体有无漏浆现象,电机的电流、电压是否正常。传动部的分防护罩是否完好。
4、保持设备的卫生清洁,除运转部分外,其余各部分均要随时处理。
二、检修规程
(一)、检修周期:
1、经修1个月;2、小修1—3个月;3、中修12—24个月;4、大修60—120个月。
(二)、检修内容:
1、经修:主要检查油量、调整各部间隙,坚固各部螺栓,更换个别衬板或检查衬板磨损 情况,修补进料器。
2、小修:检查清洗测量齿面磨损情况,检查衬板磨损情况,必要时更换。
3、中修:更换进料部分零件,更换传动小齿转轮和轴承,减速箱解体检查。大齿轮在运 行3—5年可根据情况调整使用,中空轴运行3—5年应进行测量。
4、大修:解体检查清洗、测量,根据磨损情况,修理或更换大齿轮、中空轴、球面瓦、传动轴、小齿轮及筒体,修理更换电器元件,电器设备大修后,必须进行试运行验收工作。
(三)、检修标准:
1、两轴承底座上加工面在同一水平面上,中心间距允差1mm,纵向中心线不平行度偏差0.5mm,横行中心线偏差每米0.5mm。
2、瓦座球形接触面应接角均匀;每50ⅹ50mm2内不少于1——2点;中空轴与瓦接触面应为90°——100°每平方英寸不少于2点,轴颈与轴承两侧间隙近似相同。
3、筒体法兰与前方端盖的配合面应保证良好接触,不准加垫片,两中空轴不同轴度允差小于0.8mm。大齿圈与筒体端盖在连接装配校正时,应坚固止推,上好定位销,齿圈的径向摆动不大于0.5mm,轴向摆动不大于0.84mm。
4、衬板安装时应先按装端盖,筒体衬板应从人口处开始,按装配要求进行,各螺钉要均匀把紧,不得漏水。橡胶衬板配合不得有缝隙,有缝隙处要用海绵堵死。
5、小齿轮中心线与大齿轮的中心线要平行,其偏差每米不大于0.2mm。齿顶间隙1/4模数,齿侧间隙1.06-----1.8mm,齿面接触面积不小于齿长的50%,齿高的40% 。
6、减速机、电机及传动轴的传动联轴器应保持很高的同轴性,中心线不同轴度不大于0.3mm,中心线倾斜度小于1/1000。
(四)、主要磨损报废标准:
1、轴瓦磨损大于其厚度的1/3。
2、小齿轮面磨损量不应大于齿厚的30%,大齿圈齿面的磨损量大于齿厚的25%,可倒面使用,磨至1/2时应报废。
3、齿圈轮缘扭曲度变形量不应大于7.5mm。
4、中空轴外表面产生沟槽、斑痕或内部圆面上有局部磨穿甚至中空轴变形,裂纹等情况时要及时更换。